技術コラム
Column
2025.09.23
プレス金型製作における研磨加工とは?種類・精度・寿命への影響を徹底解説!
金型加工における研磨は、後加工のために平行出しをしたり、切削や放電加工では取りきれない微細な凹凸や公差を最終的に整えたりする工程です。研磨の精度は、そのまま製品の出来栄えや金型の寿命に影響を及ぼします。
特に最近では、部品の小型化や高密度化が進み、金型にも±2μmといった極めて高い精度が求められるようになってきました。研磨工程の重要性は、かつてよりも一層高まっています。
このように金型加工には欠かせない研磨加工にはどのような種類があるのか、他の加工機と比べてどのような強みがあるのか解説します。ぜひ最後までご覧ください。
1.プレス金型における研磨加工とは?
プレス金型の研磨加工とは、パンチやダイ、プレートといった構成部品に対し、微細な寸法調整や表面仕上げを施す作業を指します。
研磨は寸法のミクロン単位の調整や表面粗さの改善のために実施されます。
それではそもそもなぜ、研磨でのミクロン単位での調整が必要になるのでしょうか。
それは金型が高精度になればなるほど、各部品の位置精度や上下の軸心精度が高いレベルで要求されるためです。このようなハイレベルな公差を求められる加工に、研磨加工は必須となります。

2.研磨加工の主な種類とその特徴
研磨と一口に言っても、使用する工具や目的によってさまざまな方法があります。ここでは主な研磨方法をご紹介します。
●手加工による研磨(スティック砥石・ダイヤモンドペースト等)
作業者が砥石やペーストを使い、手作業で微調整を行う方法。バリ取りやR加工、鏡面仕上げに使用されます。また、メディアを当てて加工するスマップ加工やイエプコ処理なども挙げられます。
●平面研削盤による機械研磨
平面度や平行度を高いレベルで確保するために、研削盤を使って正確な仕上げを行います。特に高精度な金型プレートの加工となると工程で必ず登場するのが平面研削盤です。また、プレス金型の入れ子加工の際にも必ず使用します。精度の要となる重要な工程です。

●ジグ研削盤による機械研磨
ジグ研削盤では高精度な穴加工を行います。高精度な穴加工と言えばワイヤー放電加工を思い浮かべる方もいらっしゃるかもしれません。しかしワイヤー放電加工の場合、加工面が変質層となり、そのままだと使用時に摩耗しやすくなってしまうため手仕上げで変質層を落とす必要があります。ジグ研削盤であれば研磨加工なので、変質層が発生することはありません。よって機械精度で仕上げることができます。

\ ジグ研削盤についてはこちらもチェック /
●プロファイル研削盤による機械研磨
プロファイル研削盤はカキアゲ形状を加工するためには欠かせない設備です。カキアゲ形状とはプレス金型のパンチの形状を指し、パンチ強度確保、保持力の強化のためによく用いられる形状です。
この形状は基本的にはプロファイル研削盤で加工することになります。
また、パンチのR形状も製品に直接関係することが多く、その場合は厳しい公差が振られていることが多いです。その際にもプロファイル研削盤を用いて加工を行います。外形のR形状についてはワイヤー放電加工を用いることも考えられますが、ワイヤー放電加工の場合は加工面に変質層が発生してしまい、パンチとして使用すると変質層が剥がれ落ち、摩耗スピードが早くなります。研磨加工であるプロファイル研削盤で加工することで、ワイヤー放電で加工したパンチよりも寿命を向上させることが可能です。

3.研磨加工が金型品質に与える影響
研磨の有無・精度の良し悪しは、金型全体の品質に次のような影響を与えます。
●パンチの摩耗抑制
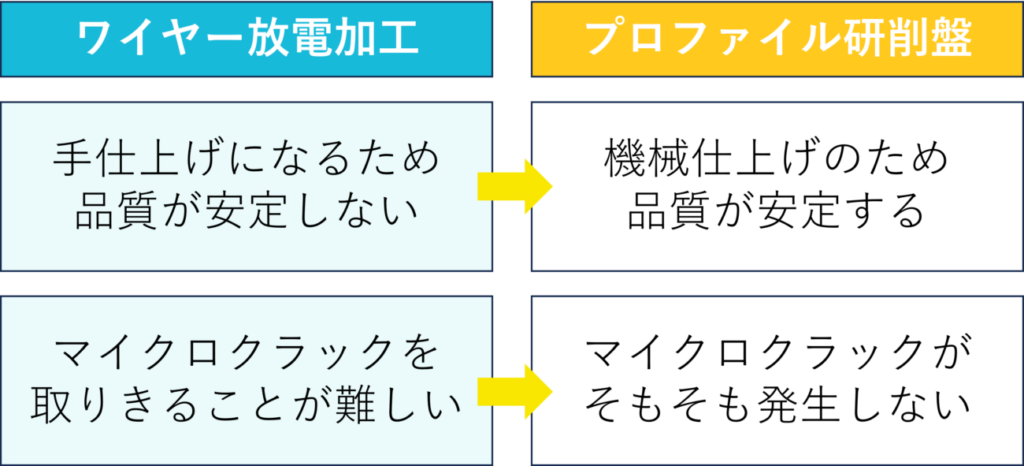
パンチをワイヤー放電で加工すると、表面が変質層となりそれを取り除くための手仕上げが必要となります。この場合、変質層を完全に取りきることは難しく、変質層が残っている部分から摩耗が発生しやすくなります。また、手仕上げとなるため機械精度で仕上げることはできません。そこでプロファイル研削加工することで変質層の発生もなく機械仕上げとすることができるため、摩耗が抑えられ、寿命を向上させることができるのです。
ただ、デメリットとして一般的にプロファイル研削加工はワイヤー放電加工よりも加工時間が多くかかるため、同じパンチでも研磨加工の方が高くなる傾向があります。
また、主要プレート(パンチプレート、ストリッパープレートなど)や、パンチ・ダイの入れ子を高精度に研磨加工で仕上げることで、均一なクリアランスが実現され、パンチ・ダイの寄りによる摩耗を最小限に抑えることができます。
●組立調整時間の短縮が可能
各入れ子パーツを研磨加工により高精度に外形を加工することで、組立時のシム調整を楽にすることができます。実際に当社のお客様では、研磨加工を適切に用いた当社製の金型に変えたことで、組立後の調整時間が3日から1日に短縮できたという事例があります。
\ 組立調整時間の短縮について詳しくはこちら /
●バリの抑制・不良低減
「パンチ・ダイの摩耗抑制」で述べたように、主要プレートやパンチ・ダイ入れ子を高精度に研磨加工で仕上げることで、均一なクリアランスを実現することが可能です。均一なクリアランスが実現されると、バリの不均一な発生を抑制することができます。それに伴い、大きなバリによる不良も低減することがあります。
\ バリの原因についてはこちらをチェック /
4.南雲製作所の加工精度
当社では、プレート加工において±2μmの精度保証を実現しています。
当社で実際に加工した実績をご紹介します。
以下のように、焼入れプレートに対して高精度で加工することが可能です。
------------------
【前提条件】
・材質 : SKD11焼入れ材
・サイズ: t20㎜×220㎜×598㎜
・硬度 : HRC58~60
------------------
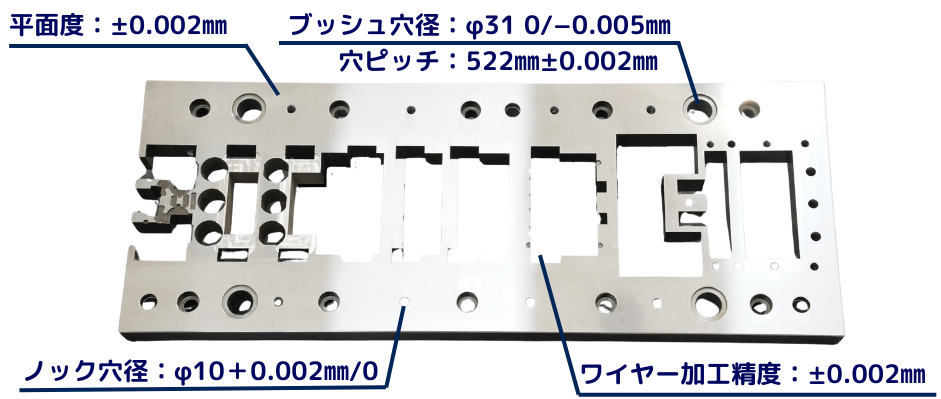
パンチやダイといった部品についても同様に±2μmの研磨対応を行っており、入れ子構造の嵌合精度、軸心精度も保証しています。
5.まとめ|研磨は“最後の一手”で“最初の保証”
研磨加工は、金型の最終仕上げであると同時に、寸法精度と機能性を保証する出発点でもあります。
とくに高精度なプレス金型においては、プレートやパンチ、入れ子の研磨精度がそのまま金型の再現性や成形品質に繋がります。
研磨加工を含めた金型加工でお困りの際には、お気軽に南雲製作所へご相談ください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。