技術コラム
Column
2025.06.11
プレス金型 面取りの基礎知識と加工方法【金型加工のプロが解説!】
プレス金型の設計や加工に携わっていると必ず出てくる「面取り」。かなりの高頻度で登場しますが、そもそもなぜ面取りが必要なのでしょうか。また面取りの種類や加工方法にはどのようなものがあるのでしょうか。本コラムではプレス金型の「面取り」に焦点を当てて解説します。ぜひ最後までご覧ください。

1.プレス金型における面取りとは
面取りとは、部品の角(エッジ)に斜面や曲面を設ける加工を指します。面取りにはC面、R面、糸面取りなどいくつか種類があります。プレス金型部品の図面においてもプレートやパンチなどの角を面取りする場面は多々あります。金型図面では「C0.5」や「糸面取り」などで指示され、安全性や組立性を高めるために不可欠な加工です。面取りの目的について詳しく見ていきましょう。
2.プレス金型で面取りを行う3つの目的
面取りの目的は主に下記の3つです。
①安全性の向上
②他部品と接触した際のトラブル防止
③組立性の向上
1つずつ見ていきましょう。
①安全性の向上
面取りがされていない部品の角は鋭利で、バリが発生していることもあります。そのままでは作業者が指を切ってしまうなど怪我の恐れがあるので、面取りして安全性を向上させます。
特にプレス金型のプレートなどは大きいものもあり、移動作業や組立作業中に指を擦って怪我をする恐れがあります。そのため、金型プレートの周囲は面取り指示が入ることがほとんどです。
②他部品と接触した際のトラブル防止
鋭利な角のままだと、少し接触しただけで他の部品を傷つけてしまう可能性があります。また、バリが思わぬタイミングで脱落してトラブルに繋がってしまうケースもあります。面取りを行うことで、このようなトラブルがなくなり、ひいては品質の向上に繋がります。
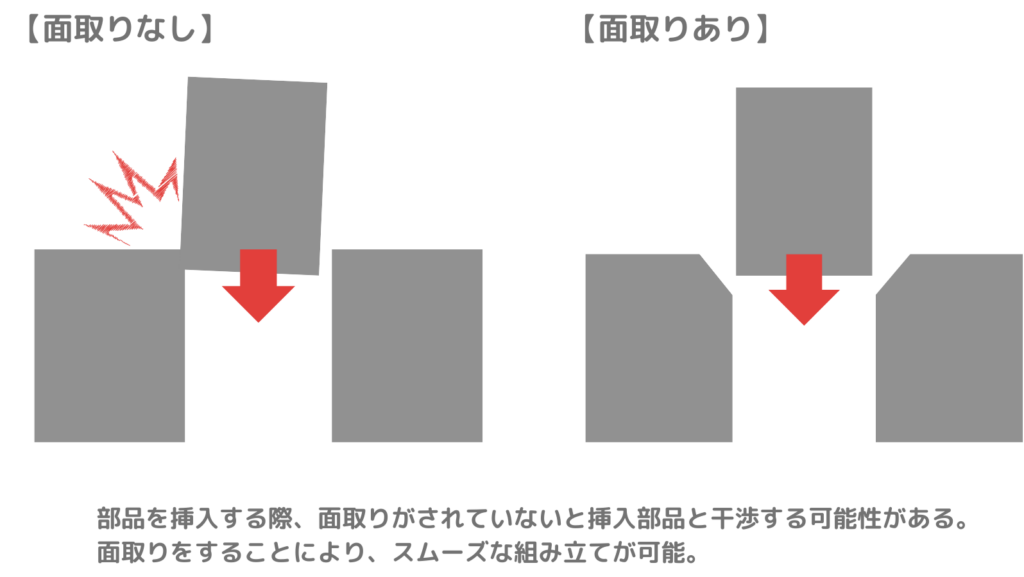
③組立性の向上
角を落として面取り部分でガイドすることで組み立てをスムーズに行うことができます。面取りを行うことで組立性も向上するのです。入れ子式の金型の場合はダイプレートにスムーズに入れ子が入れられるよう、プレート側に面取りを施すこともあります。
3. C面・R面・糸面取りとは?金型加工で使われる面取りの種類
面取りには主に「C面取り」「R面取り」「糸面取り」があります。
それぞれどのような面取りなのかご紹介します。
①C面取り
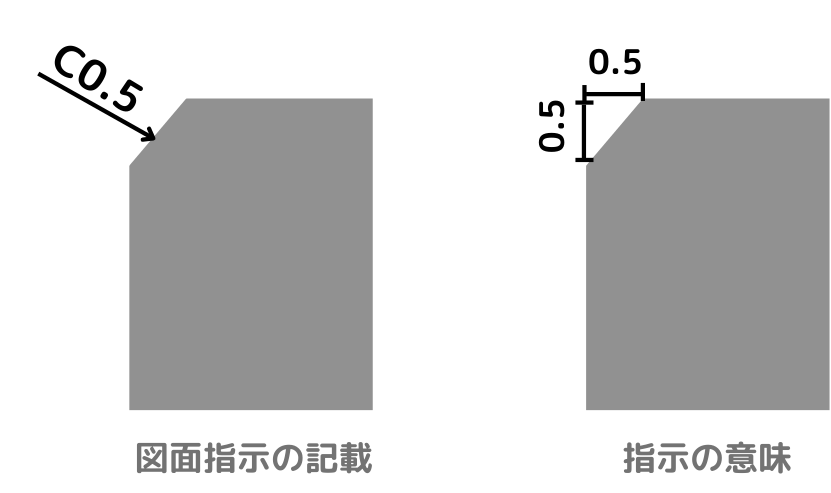
C面取りとは部品の角に所定の角度の面を作る加工です。
図面上では図のように記載したり、「指示なき箇所はC0.5」などと注記が記載されたりします。C0.5はエッジから0.5㎜まで45°で斜面にすることを意味します。斜面の長さが0.5㎜というわけではない点に注意が必要です。
プレス金型の部品において、C面取りは多々用いられます。次に述べるR面取りは一般的に外観を綺麗に、滑らかに見せたい場合に用いられることもあり、金型では外観の良し悪しはそこまで問われないことがほとんどなので、C面取りの頻度が多くなるのです。
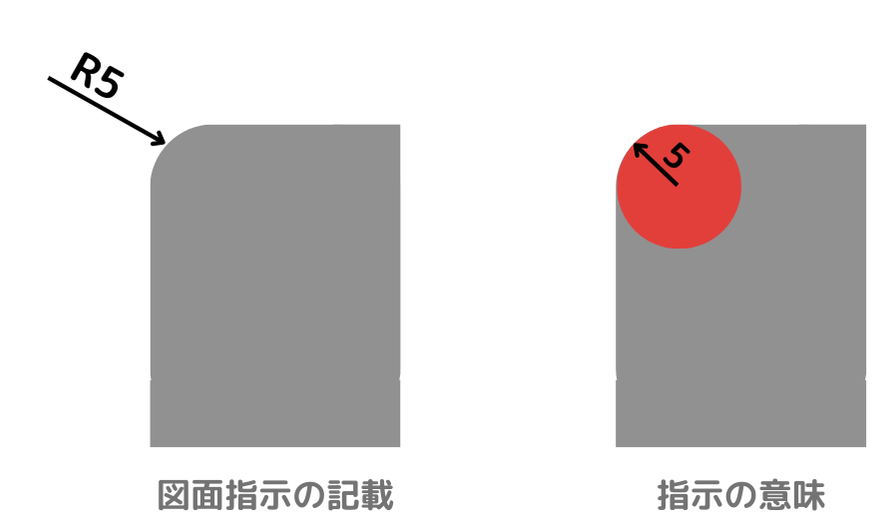
②R面取り
R面取りとは部品の角にRをつける加工です。角が滑らかな曲線になるため、見た目の美しさや手触りの向上を目的とする製品に多く用いられます。しかし、C面取りや糸面取りに比べて加工難度が高く、コストが上昇しやすい傾向があります。そのため、機能的にR面取りでないとならない場合でなければ、基本的にはC面取りが選択されます。
③糸面取り
糸面取りとは部品の角に目には見えない程度の面を作ることです。糸面取りはC0.1~0.3程度と認識されていますが、C面取りやR面取りとは異なり、面取りの形状や寸法が明確に規定されているわけではありません。特に小さい部品を取り扱っている会社の場合は、糸面取りというとC0.1~C0.05程度を意味する場合もあります。
図面上では「指示なき角部は糸面取り」などと表記されます。
精密プレス金型において糸面取りは、C0.5、C1など大きな面取りは不要だが、ピン角だと危険なため最低限の面取りをしたい場合に用いられることが多いです。
4. プレス金型の面取り加工方法 切削・手仕上げ・研削
精密プレス金型を製作する上で、面取りは重要な工程であることがお分かりいただけたかと思います。それでは面取りはいったいどのように加工されるのでしょうか。この章では3つご紹介します。
一般的にプレス金型においてC面取りには精度が求められないことが多いです。そのため、加工方法の違いは、面取りの大きさや加工箇所によって生じる場合がほとんどとなります。その点を前提に面取りの加工方法の違いを見ていきましょう。
①切削加工
マシニングセンターやフライス盤での切削加工ではC面取りやR面取りを行います。使用する工具はエンドミルや面取りカッターなどが挙げられます。プレートの角などはエンドミルで加工、穴については面取りカッターで加工を行います。
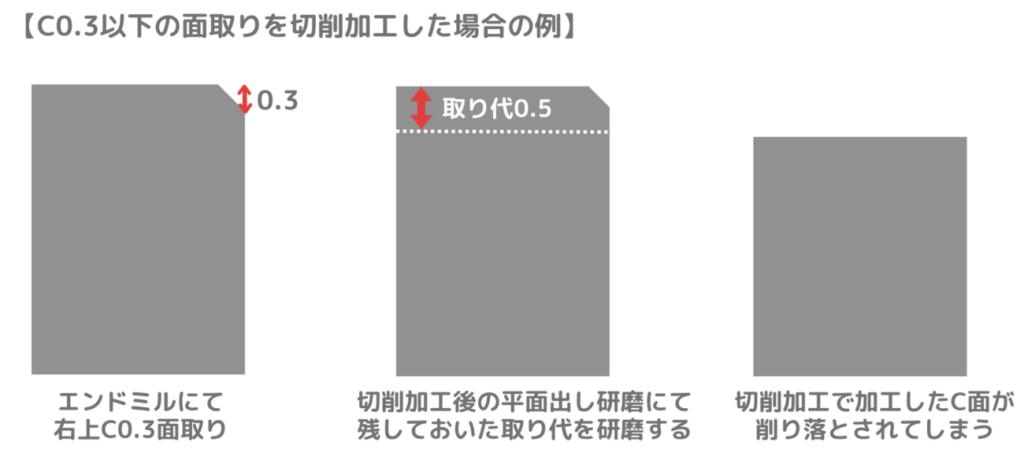
南雲製作所の場合、C0.3以上は基本的にマシニングセンター、フライス盤での加工となります。それよりも小さい面取りは、その後の工程で取り代を取る際に削り落とされてしまい、せっかく加工したC面がなくなってしまうため、取り代を取った後に研磨や手仕上げの工程で面取り加工を行います。
③手仕上げ
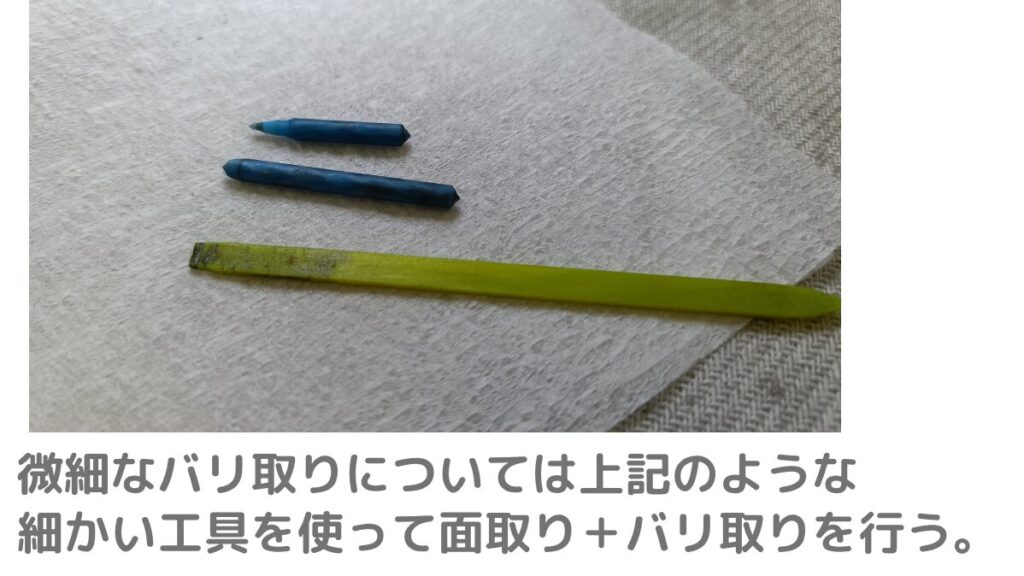
糸面取りのように非常に小さな面取りは、仕上げ作業としてリューターややすり、サンドペーパーを使って行われます。
南雲製作所のプレス金型部品加工では、機械加工では面取りができない形状のC面、糸面取りの場合に手仕上げで加工します。基本的にはリューターに砥石を取り付けて面取りを行い、その後バリ取りを行います。
③研削加工
研削加工では汎用研削盤で加工する面取りと、プロファイル研削盤研削盤で加工する面取りがあります。
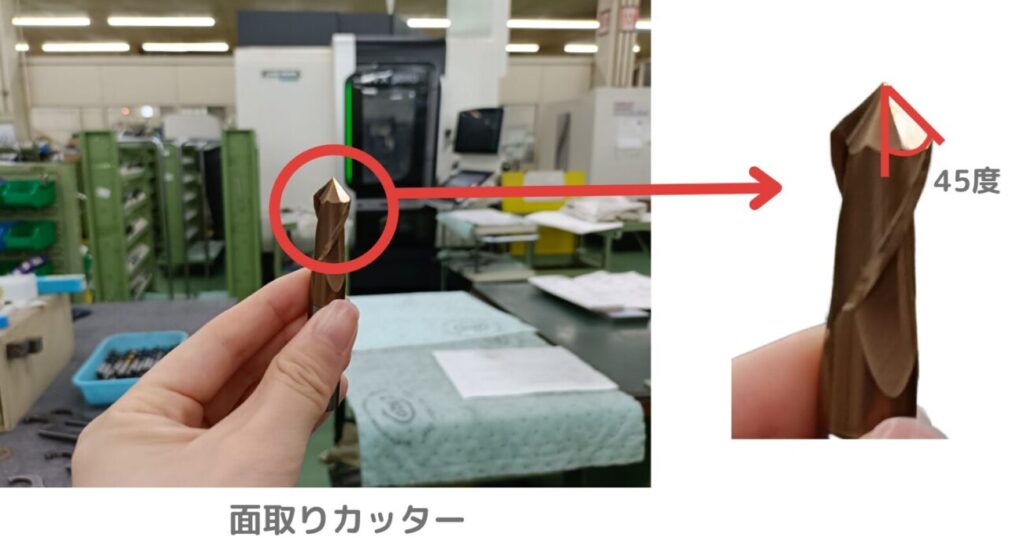
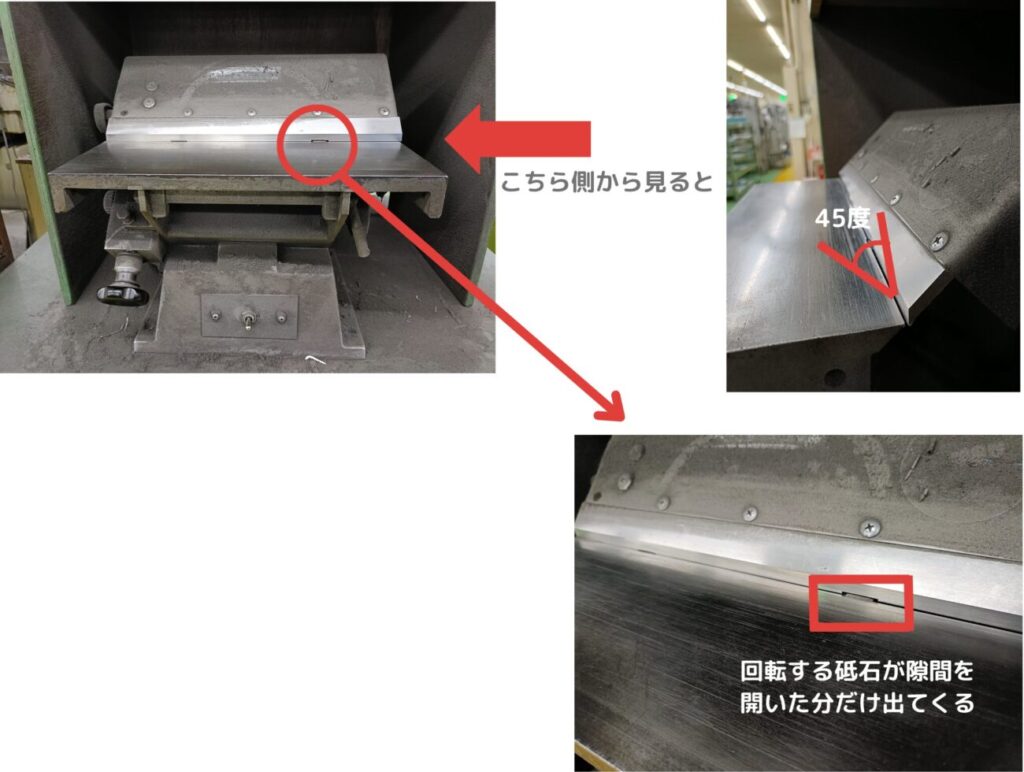
汎用研削盤では主にC面取りを行います。切削加工では行えない箇所について面取り加工を行います。汎用研削盤の他にも「面取り機」と呼ばれる研磨機でC面取りをする場合もあります。面取り機とは写真のような機械で、45度部分に面取りしたい箇所を押し当てることでC面が加工できます。
また、プロファイル研削盤では主に高精度なR面取りを行います。南雲製作所のプロファイル研削盤では、ものにもよりますが±0.002、面粗度Ra0.2で加工することが可能です。
5.適切な面取りで実現する安全・高精度な金型加工
いかがだったでしょうか。面取りを行う理由や、どのように加工されているのかについてご理解いただけていれば幸いです。
南雲製作所ではプレス金型の部品加工についても1点から承っております。「金型メーカーだからこそできる加工」でお客様からご好評いただいております。お困りの際にはお気軽にお声がけください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。