技術コラム
Column
2023.06.15
プレス金型とは?プレス金型の種類や構造、各部品の役割【初心者必見】
プレス金型は、私たちの身の回りの金属製品を作るために欠かせない道具です。
しかし、そもそもプレス金型とは何なのか、一口にプレス加工と言っても
どのような種類があるのか、どのような構造になっているのかご存知でしょうか?
今回のコラムではプレス金型について、種類や構造、各部品の役割を中心に
どのような道具なのかをご紹介します。
構造が理解できれば、プレス金型になぜ複数枚ものプレートが必要であるのか、
外側にある柱はどのような役割をしているのかご理解いただけると思います。
それでは見ていきましょう!
青い文字をクリックすると用語集をご覧いただけます。

1.プレス金型とは
まず、プレス加工とは、プレス機を用いて金属に圧力をかけ、形を作り上げる加工方法で、
金属を切り落としたり(抜き加工)、折り曲げたり(曲げ加工)、少しずつ変形させて
器のような形状にしたり(絞り加工)する加工です。
そして、プレス加工をするためにプレス機に載せる道具がプレス金型です。
2.プレス加工の種類
プレス加工の種類は主に下記の3つです。
【単発型でのプレス加工】
単発型とは1つの金型で抜き加工、曲げ加工、絞り加工などの工程を
1つのみ行える金型です。
メリットとしては工程が1つしかなく構造が単純なので、他の種類の金型に比べて
コストが抑えられます。
一方デメリットとしては、工程が1つしかないため他の種類の金型に比べて
複雑な加工はできません。
【順送型でのプレス加工】
順送型とは1つの金型でのプレス加工で、ステージ毎に抜き・曲げ・絞り加工などの
工程を複数行うことができる金型です。
メリットとしては工程が多くできる分、複雑な加工も可能となります。
またプレス機に取り付けてある装置により自動で被加工材を順に
送ることができます。
一方で単発型に比べて金型サイズも大きくなるためコストがかかります。
【トランスファー方式のプレス加工】
トランスファー型とは1つの種類の加工のみ行う単発型を工程の順に並べ、
単発工程でできた半製品を自動搬送装置で次工程の金型に送ることで
製品を作る方法です。
単発型がいくつも並んでいるイメージです。
そのため、順送型よりも工程の制約が少なく、
絞り加工のような形状変化が大きいものにも対応することができます。
材料歩留まりも向上します。
また自動で次の工程へ送ることができるので生産性の向上にもつながります。
ただし、デメリットとしては、専用のプレス機が必要である点や
プレス機内の被加工材搬送装置も必要となり、コストがかかってしまいます。
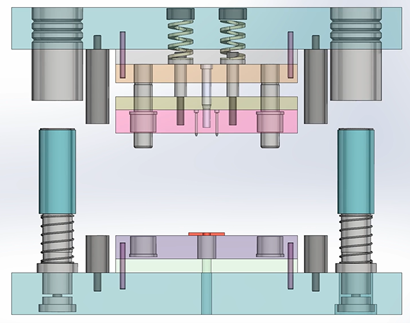
3.金型の構造と役割
プレス金型の動く様子と併せて各パーツの名称や役割を紹介します。
<1>プレート、<2>プレート以外の部品 の順に解説します。
<1>プレート

①パンチホルダ
上型全体の保持と剛性を確保して、上型をプレス機のスライドに取り付けるための部品。
プレートの厚みは、⑧ダイホルダと同じか少し薄く設定することが多い。
ダイホルダよりも薄くするのは、上型はプレス機に取り付けられ上下するので
できる限り軽いほうがプレス機への負担が小さいため。
②パンチバッキングプレート
加工時に⑯パンチなどを通して伝わってくる衝撃を分散させて、
①パンチホルダなどの変形を防止するための部品。
またダイハイトの調整のために用いることもある。
③パンチプレート
パンチの位置関係と垂直を保持するためのプレート。
入れ子型の場合は、パンチを入れるためのプレート。
④ストリッパバッキングプレート
⑭パイロットピンのバックアップや⑤ストリッパプレートに伝わる衝撃を
分散させるためのプレート。
ストリッパバッキングプレートがない構造にすることもある。
⑤ストリッパプレート
被加工材を押さえつけ、被加工材が変形したり、ずれたりするのを防ぎ、
パンチに食らいついた材料を引きはがすためのプレート。
また、パンチの下降位置をガイドして、パンチ先端の破損を防止する役割も担う。
ストリッパプレートには可動式と固定式がある。
⑥ダイプレート
入れ子型の場合はダイ入れ子を挿入するためのプレート。
一体式の場合はダイ入れ子とダイプレートは一体のものとなる。
⑦ダイバッキングプレート
加工時の衝撃を分散させ、⑧ダイホルダの変形を防止するための部品。
入れ子式を採用している場合には、入れ子の保持とバックアップを兼ねて使用する。
またダイハイトや金型の送り線高さを合わせるために用いることもある。
⑧ダイホルダ
下型全体を保持して下型の剛性を保ったり、下型の高さを調整したりするために使われる。
<2>プレート以外の部品
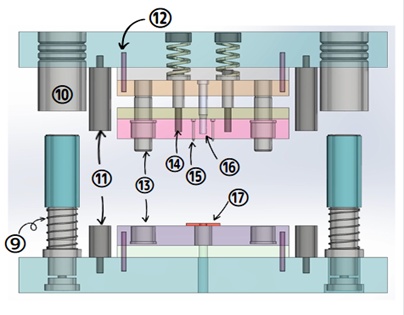
⑨ガイドポスト
⑩ガイドブシュと併せて、金型の上型と下型の位置精度や平行を確保するための部品。
⑩ガイドブシュ
⑨ガイドポストの受け側となる部品。
⑪ハイトブロック
上下のブロックで下死点高さを管理するための部品。
加工時の下死点変動をなくすために少し強めに突き当てて加工品質の安定を狙う。
⑫ノックピン(ダウエルピン)
金型を組み立てる際の位置決め機能を有する部品。
2つの部品が正しい位置を保つように、内面を正確に仕上げた高精度な穴に
ピンを差し込んで固定する。
位置合わせと回転防止のため、2本以上を1組で用いる。
⑬ストリッパガイドピン・ストリッパガイドブシュ
より精度を求められる金型に用いられる。
ストリッパプレートをガイドして、パンチとダイの位置関係をより正確に決めるための部品。
⑭ストリッパボルト
可動ストリッパを吊り下げるためのボルト。
⑮パイロットピン
順送型において、工程ごとに、被加工材の位置決めをするための部品。
高い精度が求められる製品を生産するには欠かせない部品。
⑯パンチ
被加工材を抜いたり、曲げたり、絞ったりするための部品。実際に加工をする部品。
⑰ダイ
被加工材を抜いたり、曲げたり、絞ったりするための部品。
抜き落とした製品もしくはスクラップを落とすための穴の役割も持つ。
4.金型の構造を理解して金型を使おう
今回は「プレス金型の種類や構造、各部品の役割」について解説しました。
高精度な製品を安定して大量生産するには、
重要な構成部品について高い精度が確保をする必要があります。
南雲製作所では、高精度な加工を実現する技術力・設備力を保有しています。
また、上記で解説した一般的な金型の構造に囚われず、
お客様ごとの異なるお困りごとを解決できるよう、
お客様と共同で金型の開発も行っております。
実際の事例や保有設備については下のボタンよりご覧ください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。