技術コラム
Column
2023.08.10
パンチ・ダイの短寿命にお困りではないですか? 精密プレス金型

●プレス金型のパンチダイの寿命が短くて困っている
●パンチ・ダイの精度が確保できない
●パンチ・ダイの耐摩耗性を向上させたい
営業活動をしているとよく耳にするお客様の声です。
このような声に対応すべく、これまでの放電加工とは異なる加工法を提案いたします。
パンチやダイには超硬材や焼入れ材が用いられることが一般的で、
その硬い材料を加工するには放電加工や研削加工がメインとなります。
このコラムでは、放電加工の仕組みや生じるデメリットについてご紹介し、
その後そのデメリットを解消する加工方法をご提案させていただきます。
※下線のついた青文字をクリックすると用語解説を見ることができます。

1.超硬材や焼入れ材の一般的な加工方法
超硬材や焼入れ材はとても硬度が高いため通常のマシニングセンタで切削加工することは
難しいです。
そのため、放電加工や研削加工によって製作するのが一般的です。
2.放電加工の仕組みと特徴
型彫り放電加工は電極と被加工材との間にアーク放電を発生させて加工します。
その際に超硬材、焼入れ材それぞれ下記のような現象が発生します。
【超硬材】
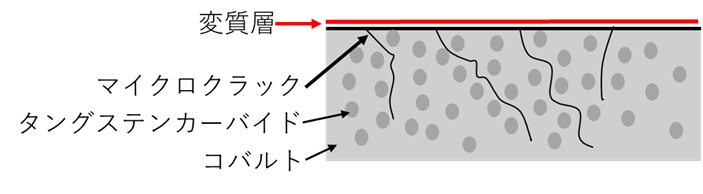
①放電加工面に加工変質層(白層)の発生
放電加工の際には加工時3000~7000℃の高温になり、その後加工液で急冷されることにより、
超硬材を構成するコバルトやタングステンカーバイドの溶解と凝固が生じ、それにより表面が
変質層になります。
②マイクロクラックの発生
超硬材の接着剤の役割をするコバルト部分にクラック(ヒビ)が入ります(マイクロクラックの発生)。
【焼入れ材】
放電加工面に加工変質層(白層)の発生
このように変質層になったり、マイクロクラックが発生したりすると
表面が脆くなってしまいます。
そのままパンチやダイとして使用すると脆くなった表面がポロポロと脱落してしまいます。
そこで手仕上げで表面を磨くことによりそれらの面を削り落とします。
3.放電加工により発生するデメリット
超硬材や焼入れ材を放電加工するデメリットは以下の通りです。
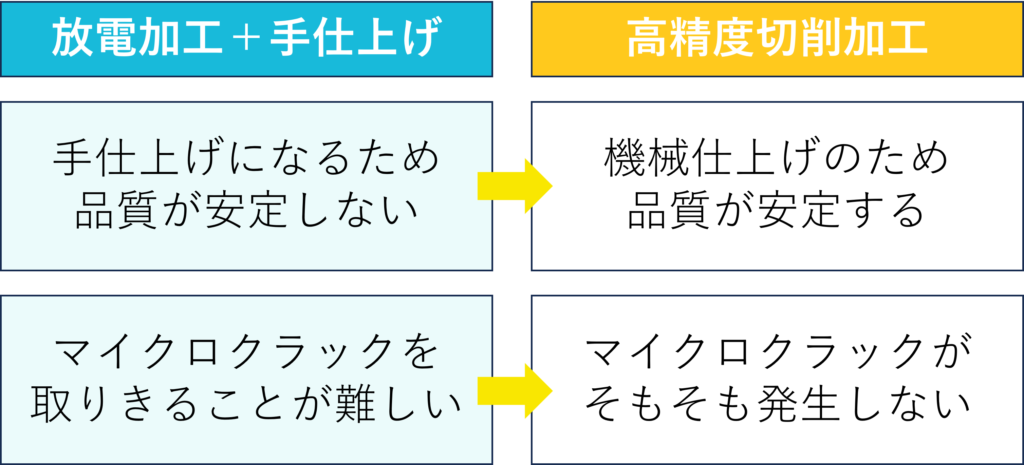
①手仕上げになるため、品質が安定しない
②手仕上げをしてもマイクロクラックを取りきることは難しい
このように放電加工で製作したパンチやダイでは精度も安定せず、
摩耗スピードも早くなってしまいます。
4.高硬度切削加工によるデメリット解消
超硬材や焼入れ材を切削加工することにより下記のように放電加工でのデメリットを
解消することができます。
①放電:手仕上げになるため、品質が安定しない
↓ ↓ ↓
切削:機械仕上げでよいため、品質が安定する。
②放電:手仕上げをしてもマイクロクラックを取りきることは難しい。
↓ ↓ ↓
切削:そもそもマイクロクラックが発生しない。
このように加工方法を切削加工に転換することで、放電加工で生じていたデメリットを
解消することができます。
ただし形状によっては加工できない場合があるので、気になる方は1度ご相談ください。
5.磨きレスで耐摩耗性向上!
いかがだったでしょうか。
南雲製作所では下記のようなマシニングセンタを取りそろえることにより、
超硬材や焼入れ材の切削加工を可能にしています。
パンチやダイの短寿命、耐摩耗性向上策でお悩みの際にはお気軽にご相談ください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。