技術コラム
Column
2025.05.22
今さら聞けない!表面粗さとは? 金属加工のプロが詳しく解説
今回のコラムでは金属加工には欠かせない「面粗さ」について解説します。
図面には面粗さをどれくらいにするのかを指示する記号や表示が必ずあります。
本コラムでは、表示されている面粗さが一体どれくらいなのか、写真を用いて解説します。
また、どの工作機械で加工すると一般的にどの程度の面粗さまで加工することができるのか
についてもご紹介します。
表面を加工する際には加工したい面粗さに適した加工機なのかチェックしましょう。
1.表面粗さとは
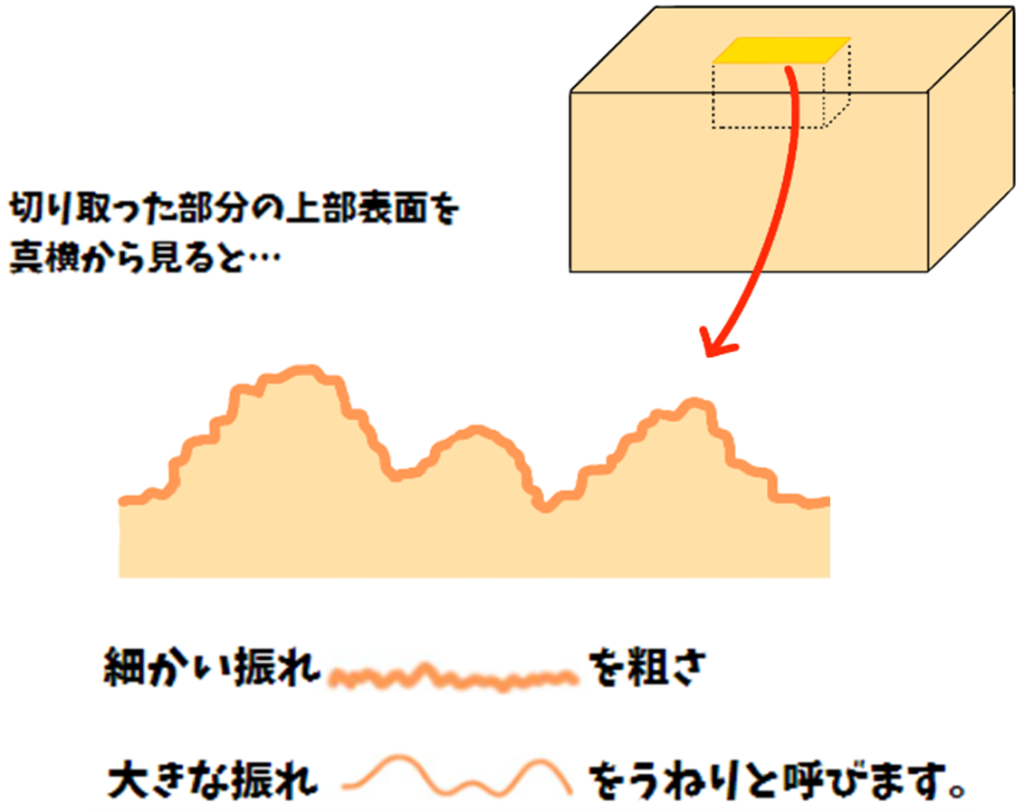
ものの表面を拡大すると図1のように、「うねり」と「粗さ」から成り立っていることが分かります。表面を構成する2つの成分のうちうねりを取り除いた粗さについて規定したものが表面粗さです。
「うねり」と「粗さ」の分離には、日本産業規格JISB0633に定められた
基準長さ(=カットオフ値)を用います。
〈図1〉
2.なぜ表面粗さの指標が必要なのか
製品の表面の粗さを表す際に、「ツルツル」「ピカピカ」「ザラザラ」では個人差があり、
的確に伝えることは難しです。見た目や手触りでは個人差が生じてしまいます。
そんな時に規格化された表面粗さの指標を用いることで、測定者にとらわれない
客観的な値を示すことができるのです。
3.表面粗さを表すRa、Rzとは
表面粗さを定量的に表す方法として
●算術平均粗さ (Ra)
●最大高さ粗さ (Rz)
が挙げられます。
それぞれについて詳しく見ていきましょう。
①算術平均粗さ(Ra)
ものの表面の粗さを取り出すと図2のようになっています。
図2のような凹凸の度合いを表すのに一般的に用いられているのが算術平均粗さ:Raです。
〈図2〉

算術平均粗さについて図3を用いて解説します。
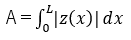
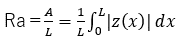
算術平均粗さは基準となる区間Lの凹凸の平均を出す方法です。
つまり、斜線部の面積Aを区間Lで割った値です。
面積Aを求める際には、基準値以下の値をマイナスとしてしまうとプラスとマイナスで
相殺されて0近くになってしまうため、面積は絶対値にて算出します。
求めた面積Aを区間Lで求めた算術平均粗さは小さいほど表面が滑らかになります。
面積
算術平均粗さ
〈図3〉
②最大高さ粗さ(Rz)
算術平均粗さでは特定の区間の平均値で表面粗さを求めました。
しかし、図4のような場合はどうでしょう。
〈図4〉

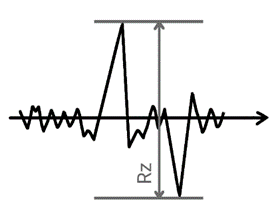
突出して基準値を上回る箇所と下回る箇所があるにもかかわらず
平均値を求めるとそのほかの粗さが少ないため小さい値が出てきてしまいます。
このような場合、正の方向の大きさと負の方向の大きさの差を取り、
粗さの度合いを表します。これを最大高さ粗さRzと呼びます。
最大高さ粗さは1箇所でも深い傷があると製品として機能しない場合などに用いられます。
〈図5〉
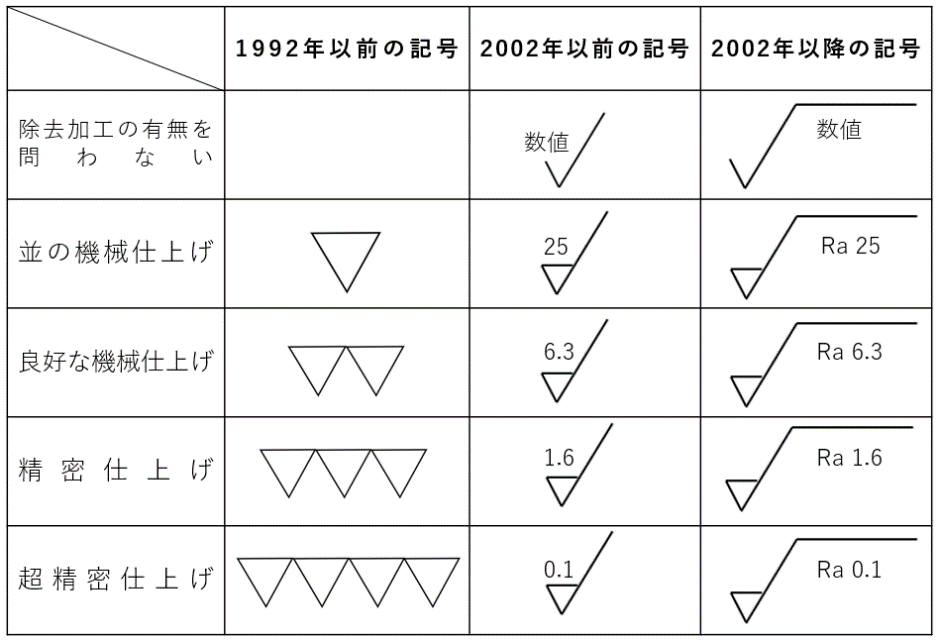
4.旧JISとの比較
1994年までのJIS規格(旧JIS)と現行のJIS規格ではパラメーターの表現や種類が異なります。旧JISでは下記のようなパラメーターで表面粗さを表現していました。
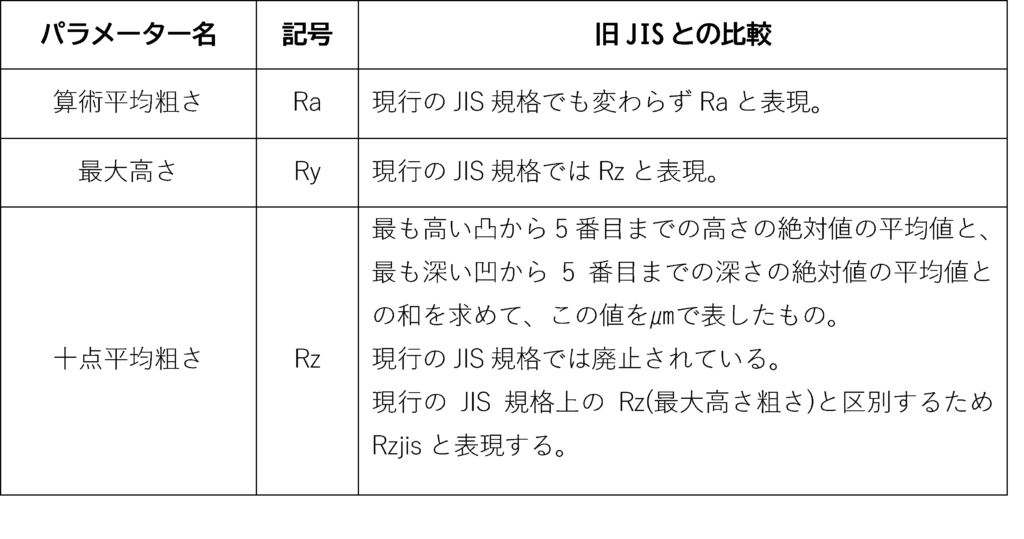
少しややこしいのですが、旧JISでRzというと「十点平均粗さ」を指し、現行のJISでRzというと
「最大高さ粗さ」を指します。
見ている図面が現行のJIS規格に従っているのか、旧JISに従っているのかを確認することが大切です。
5.測定方法の種類
表面粗さの測定方法には大きく分けて「接触式」と「非接触式」があります。
今回は①接触式:サーフコーダ、②非接触式:レーザー顕微鏡を例にご紹介します。
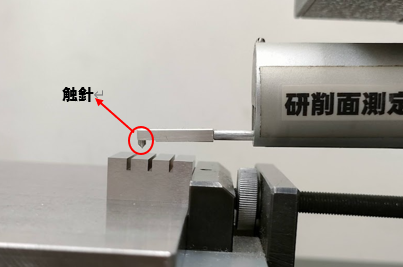
①接触式:サーフコーダ
先端の触針が試料をなぞることによって凹凸を検出し、測定します。
〇メリット
・明瞭な形状波形が得られる。測定における信頼性が向上。
✕デメリット
・触針が摩耗する。
・測定力により試料の表面に傷を残す。
・触針の先端Rより小さい溝は測定できない。
・微小な測定ポイントの位置決め、確認が困難
②非接触式:レーザー顕微鏡
試料の表面にレーザーを当ててその反射を読み取ることで測定します。
〇メリット
・非接触なので試料の表面を傷つけない。
・接触式と比べて微妙な凹凸を測定できる。
✕デメリット
・レーザーを当てられない箇所は測定できない。
6.現行の面粗さ記号
現行のJIS規格で規定されている面粗さを表す記号は図6の通りです。
〈図6〉
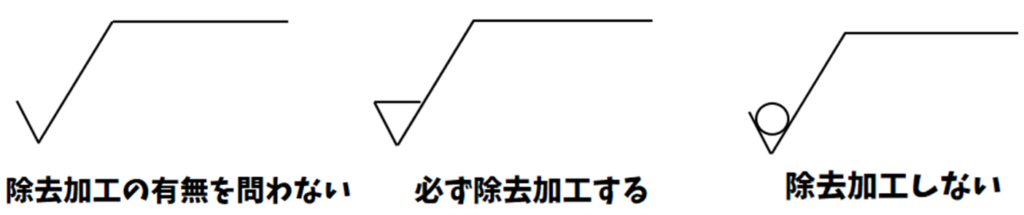
必ず除去加工を行う場合には図7のように記載されます。ただし表したa~eすべてを
記載するとは限りません。必要な個所記入されます。
〈図7〉
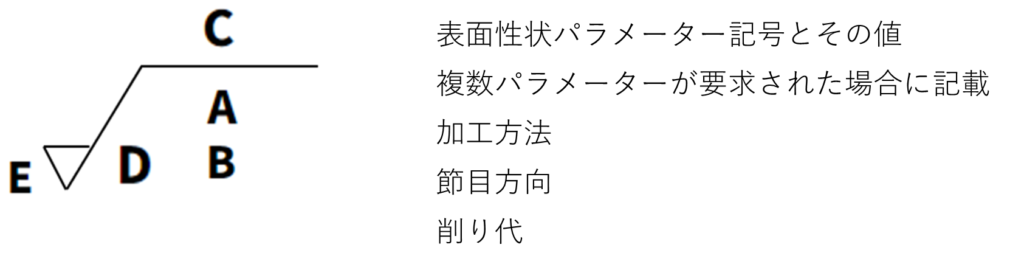
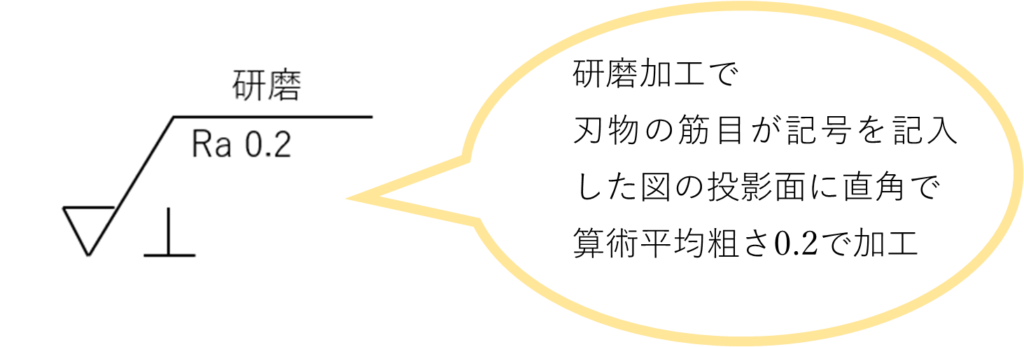
(例)
7.表面粗さと加工方法
加工したい表面粗さを実現するためには以下の表をご覧ください。
8.実際の表面粗さを写真で確認
切削加工した場合と研削加工した場合の表面粗さの見本をご覧いただきます。
3.で述べたサーフコーダやレーザー顕微鏡で測定ができない場合は表面粗さの限度見本をもとに、
目視で測定することもあります。
〈切削加工〉
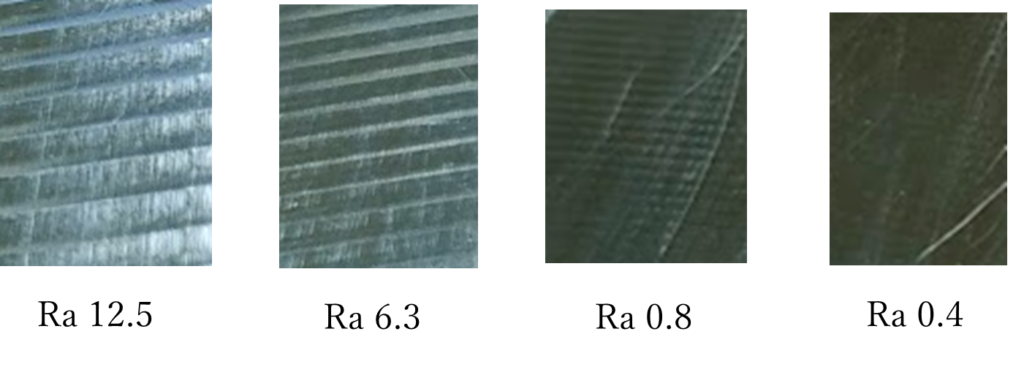
〈研削加工〉

このように同じ面粗さでも加工方法によって見た目(ツールマーク)は異なります。
9.表面粗さを正しく理解して適切な加工をしよう
いかがでしたでしょうか?
一口に表面粗さといってもどのくらいの粗さなのかは細かく分類されていることが
お分かりいただけたかと思います。
南雲製作所では精密プレス金型を製作するにあたり、ポイントとなる箇所はジグ研削盤や
プロファイル研削盤、大型の精密平面研削盤を用いて加工します。
プレートの加工では長手方向で600㎜まででしたら±2ミクロンの精度を保証いたします。
またRa0.2の加工も可能です。
当社の保有する加工機は下記のボタンからご覧いただくことができます。
金型設計製作、高精度部品加工でお困りの際にはお気軽にお問い合わせください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。