技術コラム
Column
2024.05.24
精密プレス金型 プッシュバック金型で製品の平面度を確保!
●製品の平面度がシビアだが精密なプレス金型を製作しても精度が出ない…
このようなお悩みございませんか?
プレスの打ち抜き加工はどうしても抜き方向に製品が湾曲してしまいます。
平面度がシビアな場合、通常の打ち抜き方ではどうしても対応できない場合があります。
本コラムでは平面度を確保するための金型構造をご紹介します。
ぜひ最後までご覧ください。
※色のついた文字をクリックすると用語集をご覧いただけます。
1 プッシュバック金型とは
「プッシュバック金型」とは平面度を高水準で確保するための金型構造です。
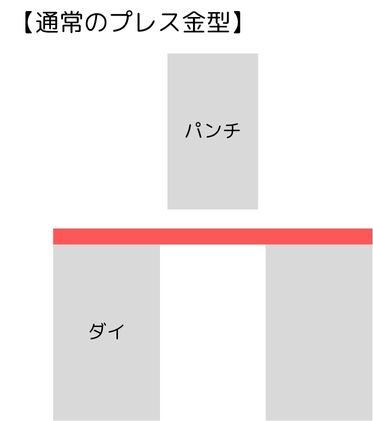
通常の金型構造ではダイに製品(カス)を落下させるための穴が開いています。プッシュバックの金型では一見すると穴は見られません。通常穴が開いている箇所にノックアウトが設置されているのです。
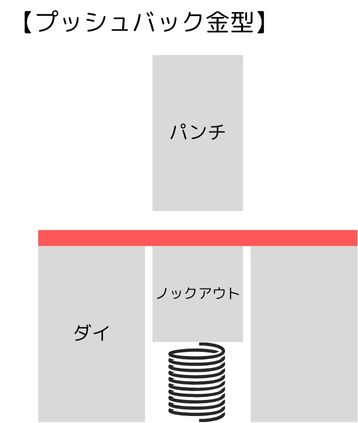
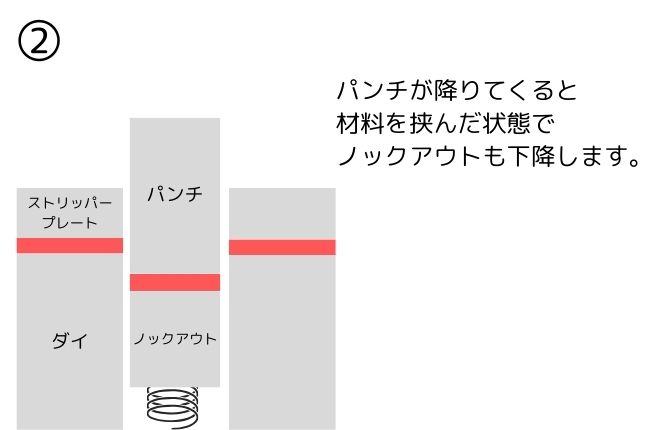
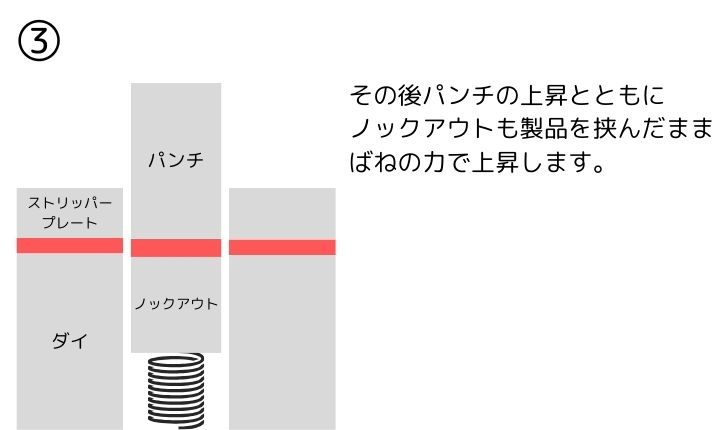
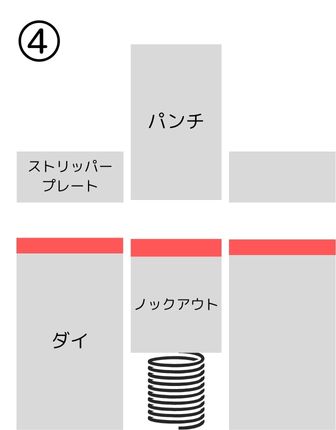
このノックアウトの下にはスプリングが入っており、パンチが降りてくるとノックアウトも下に押され、パンチが上がるとそれに伴いノックアウトも上昇します。
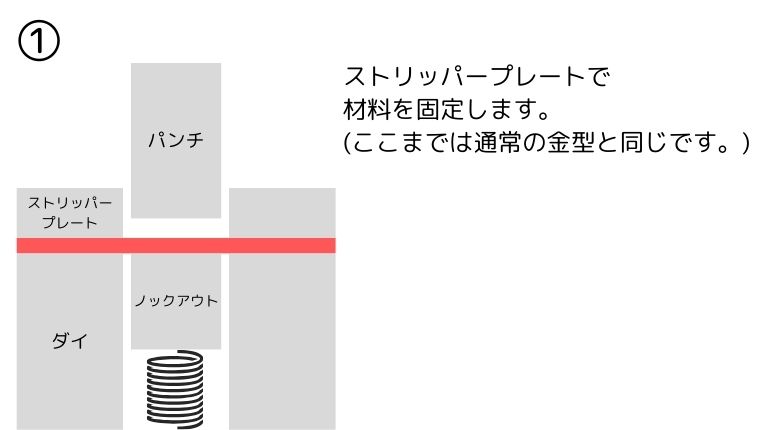
このような構造の金型に材料をセットすると、製品形状部は常に上下挟まれた状態で抜き加工をすることとなります。下記のようにパンチから加わる力をすべて製品で受けるよりも製品の歪みを少なく抑えることができます。
平面度が0.01程度になってくるとプッシュバック金型を検討することがあります。
2 プッシュバック金型のデメリット
上記で述べたように平面度を確保することに長けた金型構造ですが、
以下のようなデメリットもあります。
①金型費用が高くなる
構造が複雑になる分、通常の金型よりも部品点数が増える分価格は高くなってしまいます。
本当にプッシュバック金型にする必要があるのかどうか、慎重な判断が必要です。
②パンチ・ノックアウトの研磨面が転写されてしまう
パンチ・ノックアウトからの力がすべて製品に加わるためパンチやノックアウトの研磨面が
転写されてしまう場合があります。これを防ぐためにはプレス機の荷重やばね圧を調整するか、製品に触れる箇所の面粗度を上げることが考えられます。面粗度はRa0.2程度まで上げられると比較的転写を抑えることができます。
3 プッシュバック金型で平坦度を確保した製品を!
いかがだったでしょうか。
プッシュバック金型は平面度を出す目的の他にも、抜いた製品をもとの位置に戻してコイルで巻き取ったり、次の工程に送ったりする場合にも用いられます。
今回のコラムでは平坦度を出す方法の1つとして「プッシュバック」をご紹介しました。
金型や製品の種類によって他の方法で平坦度を確保する方がよいと判断することもあります。
製品の平面度が出なくてお困りの方はお気軽にお問合せください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。