技術コラム
Column
2023.09.15
精密プレス金型 クリアランスとは?【プロが解説! 】
精密プレス金型を知るために切り離せないのは、クリアランスの問題です。
クリアランスの設定によってはバリが大きく出てしまったり、
パンチ破損の原因になってしまったりします。
今回のコラムではクリアランスとは何なのか、クリアランスの大きさの違いによって
どのような現象が起こるのか、そしてせん断面、破断面とはどのようなもので、
どのようなメカニズムで発生するのか解説します。

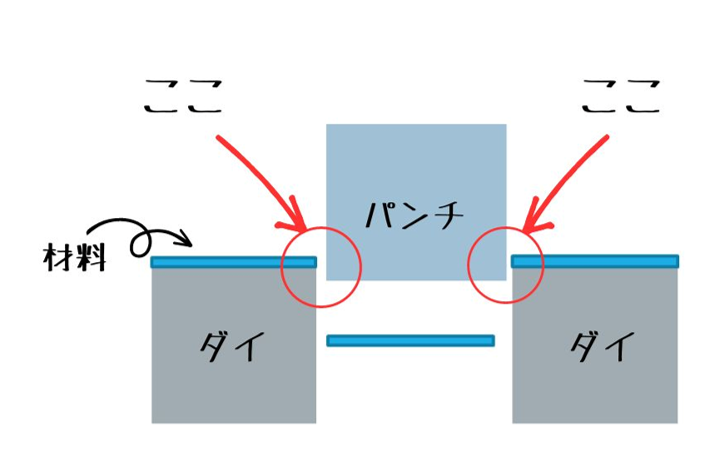
1.クリアランスとは
2.板厚別クリアランスの目安
クリアランスはおよそ下記の計算式によって求められます。
(材質によってもパーセンテージは変動しますが、今回は板厚のみを考慮します。)
クリアランス(CL)=板厚×4~7%
板厚別のパーセンテージの変化は下記の通りです。
・板厚t=約0.1~0.8㎜ → CL=板厚×4~5%
・板厚t=約0.8~2.0㎜ → CL=板厚×6~7%
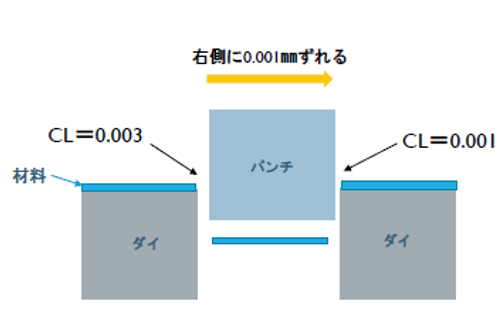
例1)t=0.05㎜の材料の場合
CL=0.05㎜×4%=0.002㎜
パンチのセンターが0.001mmずれた場合
・右側CL=0.001
・左側CL=0.003
→つまり、均一なクリアランスの実現が強く求められます。
この場合、クリアランスが当社の加工公差である±0.002mm以内となり、
加工のみでは均一なCLの実現は難しいのですが、キー調整などにより
均一クリアランスを実現することができます。
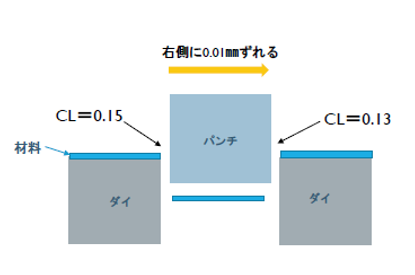
例2)t=2.0㎜の場合
CL=2.0㎜×7%=0.14㎜
パンチが右に0.01mmずれた場合
・右側CL=0.15
・左側CL=0.13
→例1)よりも大きくセンターからずれていますが、例1)よりは左右差が問題になりません。
3.均一なクリアランスが求められる理由
板厚が薄ければ薄いほど左右の少しのクリアランスのずれが大きく影響することを
ご紹介しました。
では具体的にどのような問題が生じるのでしょうか。
一番大きな問題は、バリやダレの不均一な発生の原因となることです。
これに伴い、
・再研磨サイクルが短くなる
・金型の寿命が短くなる
等といった問題が発生します。
金型寿命についての記事はこちら ↓↓↓
4.せん断面、破断面、バリ面、ダレ面が生じるメカニズム
それではなぜクリアランスの左右差が、不均一なバリやダレを発生させてしまうのでしょうか。
その理由について解説する前に、まずは各面が生じるメカニズムについて解説します。
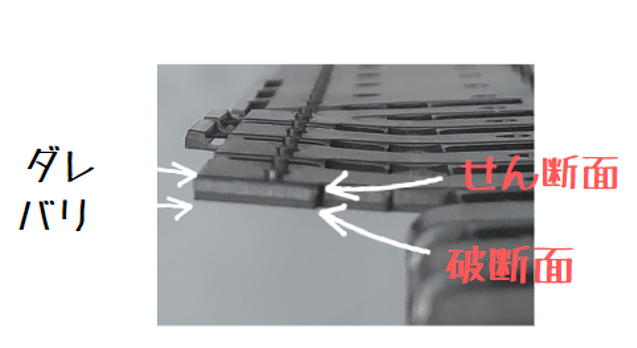
プレス加工で打ち抜いた際の製品の断面をご覧ください。

断面が何層かになっているのがお分かりいただけると思います。
各層はそれぞれ下記のようになっています。
なぜこのような複数の層になるのか、そのメカニズムについて解説します。
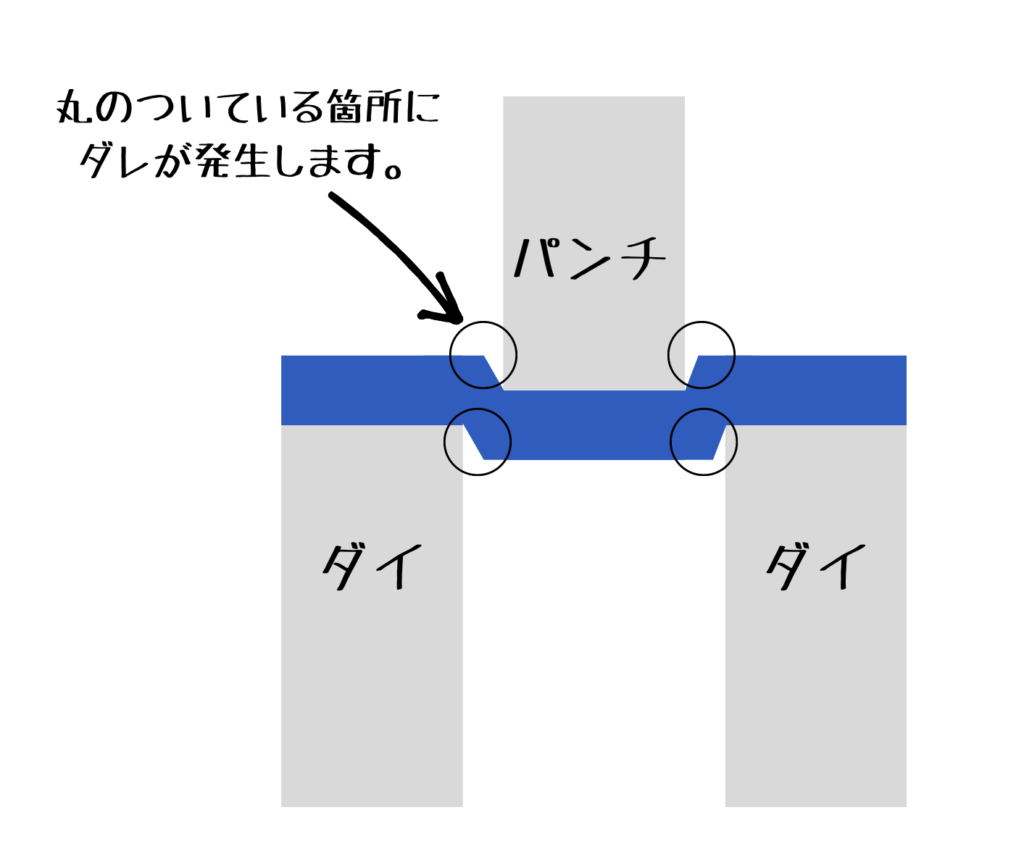
①パンチが降りてくると、材料は切られまいと抵抗し少し曲がります。
→この時にダレができます。
②耐えられなくなった材料は切れ刃(パンチ・ダイ)で削るように切断されていきます。
→この時にせん断面ができます。

③そして限界まで引っ張られた材料はちぎれます。
→この時に破断面ができます。
このように、ダイに残った製品(スクラップ)と下に落ちたスクラップ(製品)ではちょうど各層が上下逆に出現します。
5.クリアランスの大小が各層に与える影響
まずはクリアランスの大小によって各層にどのような影響が生じるのか見ていきます。
①クリアランスが大きい場合
クリアランスが大きいと4.で解説した、材料が切断されるよりもちぎれる割合のほうが
大きくなります。
それに伴って、バリ面・破断面が大きくなります。
②クリアランスが小さい場合
リアランスが小さいと4.で解説した、材料がちぎれるよりも切断される割合のほうが
大きくなります。
それに伴って、せん断面が大きくなります。
また、二次せん断という問題も発生します。
このようにクリアランスが大きすぎるとバリ発生の原因になります。
一方でクリアランスを小さくするとバリは比較的抑制できますが、がじる原因にもなります。
これを踏まえて左右にクリアランスの差が生じていると一方はバリが大きく発生して、もう一方はせん断面が大きくなり左右で不均一な製品となってしまいます。
そのため、均一なクリアランスの実現がとても重要なのです。
6.適切なクリアランス設定で高精度な加工を実現
いかがでしたか?
高精度なプレス加工を行うためには均一なクリアランスの実現がとても重要です。
特に製品の厚みが薄いものほど少しの差で大きな影響が生じます。
当社では、0.01㎜の薄物加工のプレス金型設計製作実績もございます。
板厚0.01~2.0㎜のプレス品でお困りの際には、お気軽にお問い合わせください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。