技術コラム
Column
2023.06.14
バリが発生する原因をプロが解説! 精密プレス金型

プレス金型を利用する際に必ず発生する製品のバリ。
●バリを小さくする方法はあるのかな?
●そもそも何故バリが発生してしまうのだろう…。
●バリを全く出さない金型って作れるの?
そんな疑問をお持ちの方も多いのではないでしょうか。
バリを最小限に抑えられれば、バリ除去の時間が削減できたり、製品精度が確保できたりと
多くのメリットを享受することができます。
このコラムでは、なぜプレス金型ではバリが発生してしまうのか、
バリをを最小限にするためにはどう対策したらよいのか、詳しくご紹介します。
1.バリが発生する原因と対策
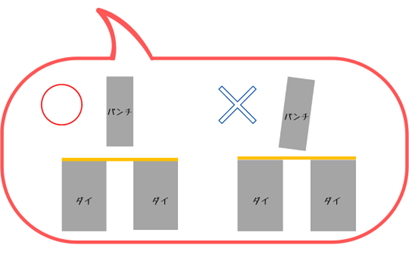
バリの原因① 各部品の軸芯精度が確保できていない
軸芯の精度が確保できていないとクリアランスに偏りが生じます。
片方のクリアランスが大きくなった結果、大きいクリアランス側のバリが
大きく発生してしまいます。
【対策】各部品の軸芯精度を確保する。
最終的な微調整を施した精度の高い金型を用いることにより大きなバリの発生や
バリの左右差を抑えることができます。
バリの原因② クリアランス設定が不適切
クリアランスが大きすぎると破断面が大きくなりバリも大きく出てしまいます。
【対策】適切なクリアランスを設定する。
クリアランスを決める要因はいくつかありますが、板厚や材質によって
適切なクリアランスを設定することによりバリを小さく抑えることができます。
クリアランスに関するコラムはこちらから↓
バリの原因③ プレス機の平行度が確保できていない
プレス機のスライドとボルスタの平行が出せていないと
①で述べた軸芯の精度を確保することができなくなり、バリ発生の原因となります。
【対策】ガイドポスト・ブッシュの剛性を高める
上下の動きの基準となるガイドポスト・ブシュの剛性を高めることで
金型の平行を保つことができます。
またフリーシャンク構造の金型を利用することにより解決することも考えられます。
しかし金型の構造上別途バネを取り付ける必要もあるのでその分費用が掛かってしまいます。
バリの原因④ 金型の摩耗
金型の切れ刃が摩耗してくると切れ味が悪くなり、それに伴ってバリが発生します。
【対策】定期的にメンテナンスをする
定期的に再研磨をして金型を利用するすることにより、
切れ刃をシャープな状態に保つことができ、バリの発生を抑えます。
金型の再研磨に関するコラムはこちらから↓
バリの原因⑤ 被加工材と切り刃(パンチ・ダイ)材質のミスマッチ
被加工材と切れ刃の材質の相性が合わないことにより、切れ刃がダレてバリが発生します。
【対策】被加工材の材質に合わせた切れ刃選び
被加工材の材質に合った素材で製作した切れ刃を用いることで
切れ刃のダレを抑制することができます。
ただし使っていけば刃がダレて切れ味が悪くなりバリ発生の原因になるので、
被加工材との相性が良くても定期的なメンテナンスは必要です。
2.バリの除去方法
発生してしまったバリを取り除きたい場合はバレル研磨で取り除きます。
3.バリレス(バリを全く出さないこと)は可能?
基本的に、プレス金型を用いるとバリ面とダレ面ができてしまいます。
どうしてもバリを出したくない、といった場合には両面をダレ面にするという
工程を組むことも可能です。
ただしその場合、打ち抜きの工程数が増えてしまい、
金型サイズもその分大きくなるため費用も高くなります。
本当にバリが一切出てはいけない製品なのか費用対効果の観点から考える必要があります。
4.バリを抑えて高精度な製品加工を実現!
今回のコラムではバリが発生する原因とその対策についてご紹介しました。
バリの小さい製品を製作するには高精度なプレス金型が欠かせません。
南雲製作所ではこれまで10,000台以上のプレス金型を設計製作してきた
ノウハウを元にお客様にとって最善の金型をご提案します。
下記資料ダウンロードボタンから様々な課題解決事例をご覧いただけます。
またバリを一切許容できない場合や、バリを小さくすることが難しい素材で
お困りの際にはお気軽にお問い合わせください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。