技術コラム
Column
2023.09.14
カス上がりの原因と対策をプロが解説 精密プレス金型

プレス加工を行う上での永遠の課題、カス上がり。
チョコ停を誘発し、生産効率も非常に低下させます。
またプレス金型破損の原因にもなり大きな損害を被ります。
特に現場の作業者の方はお困りの方が多いのではないでしょうか?
本コラムではカス上がり発生の原因とは何なのか、
またどのような対策が考えられるのか一例をご紹介します。
カス上がりを抑制して効率的な量産を目指しましょう。
青文字をクリックすると用語集をご覧いただけます。
1.カス上がりとは
「カス上がり」とは、抜き落した材料がダイプレートを通過して落下せず、
ダイプレート上に戻ってしまう現象のことを言います。
カス上がりが生じた状態のままプレス加工を進めてしまうと、
被加工材とさらにその上に載ったカスもストリッパプレートで押さえつけられて、
金型上部が傾き、適切な加工が行えず不良品が発生したり、
パンチの切刃外周に重なると当該箇所が想定していた加工材の厚みよりも
厚くなってしまうためパンチ・ダイ破損の原因に立ったりします。
このような問題を発生させるカス上がりは金型を破損させてしまうこともあるのです。
2.カス上がりの要因
カス上がりが生じる大きな要因としては主に下記の2つがあげられます。
カス上がりの要因A. 抜き形状が単純
単純な丸形状や四角の形状は抜き落したカスのダイ穴内面に対する抵抗が少なく上がってきやすい。
カス上がりの要因B. パンチ・ダイの左右のクリアランスが均一
クリアランスが左右で均一だと、抵抗が少なくカス上がりが生じやすくなる。
パンチが左右どちらかに寄っていれば(パンチ・ダイのクリアランスが左右で不均一の場合)、
どちらかに大きく抵抗が生じ、カスが上がりにくくなる。
しかし、不均一なクリアランスはバリの発生を誘発するため
精密プレス金型の製作では左右で均一なクリアランスが求められる。
クリアランスに関する記事はこちら↓
上記A、Bの大きな要因に加えて下記の要因が加わりカス上がりが発生します。
(1)真空による吸着
パンチと抜きカスの間が真空状態になることにより、
カスがパンチ上昇とともに引き上げられてカス上がりを引き起こす。
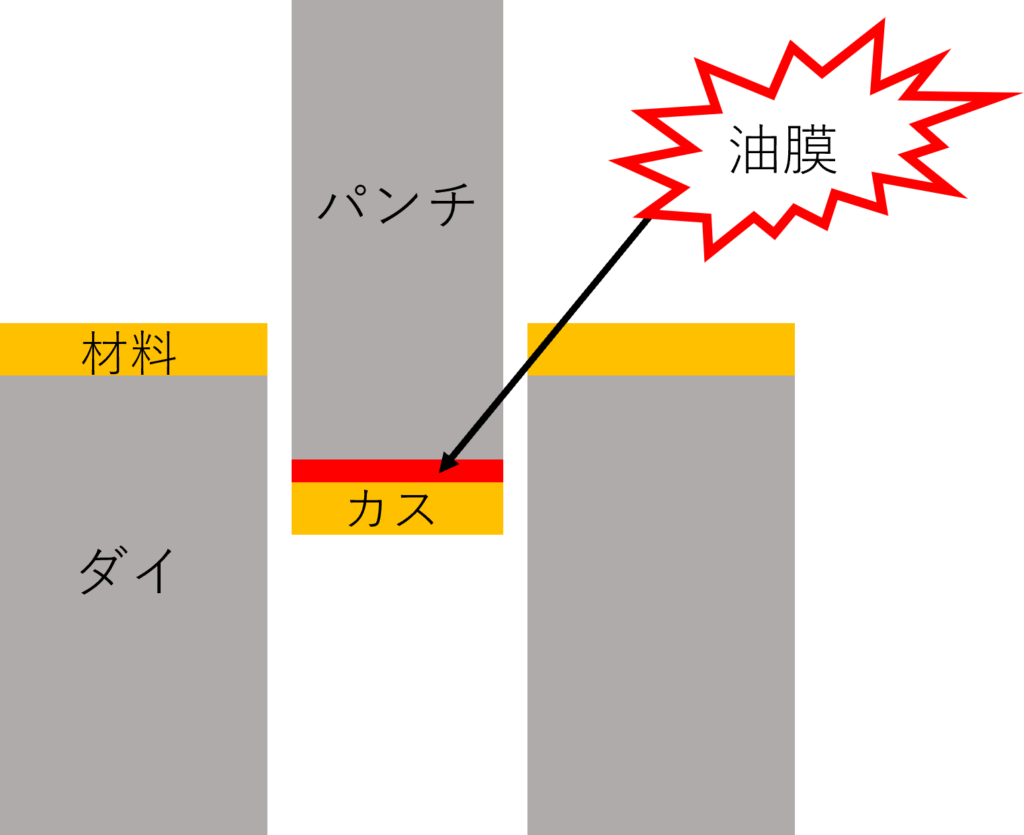
(2)油膜による吸着
カスとパンチが接する面において油が敷かれることによりカス上がりが発生する。
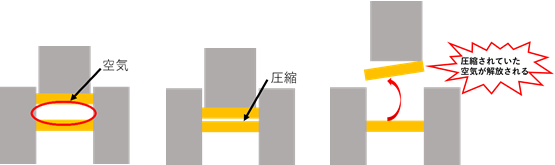
(3)ダイ内部での圧縮空気による押し上げ
2つ目以降のカスが抜き落される際に、前のカスとの間に空気が溜まっている。
パンチが上昇し、パンチの押す力がなくなったとたんに
カスとカスの間で圧縮されていた空気が解放されカスが飛び出してしまう。
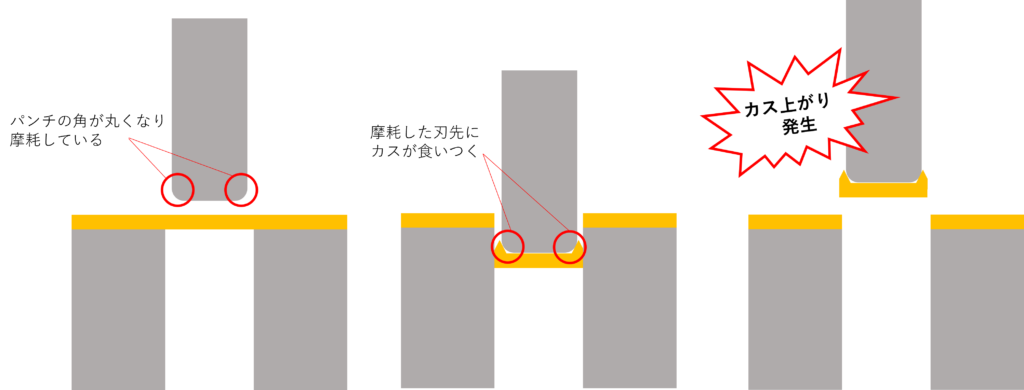
(4)抜きカスのかえり等による刃先圧着
パンチが摩耗して角が丸くなってきている場合、
その丸くなった角に抜き落したカスのかえり(バリ部分)がフィットしてしまい、
カスが上がる。
適切なメンテナンスでパンチの刃先を鋭い状態に保つことにより
カス上がりを回避することができる。
3.カス上がり対策一例
上記で示したカス上がりの要因(4)については適切なメンテナンスを施すことで
カス上がりを回避できることを述べました。
それでは(1)~(3)のような場合はどのような対策をすればよいのでしょうか。
ここでは一般的に言われているカス上がり対策についてご紹介します。
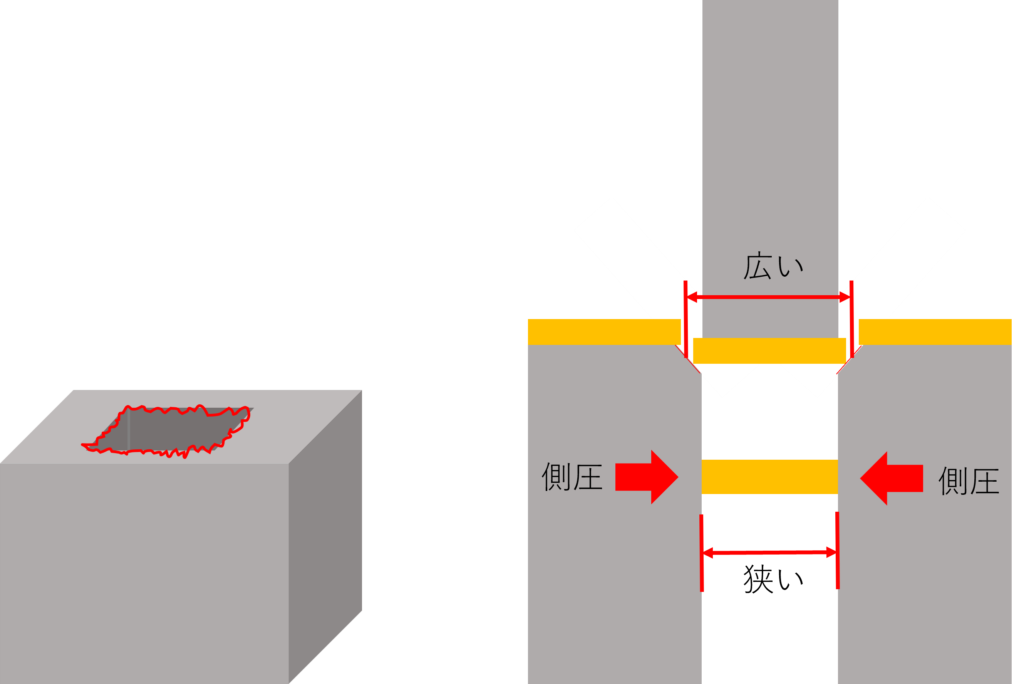
〈1〉ダイの全周をだらす
図のようにダイの表面をだらすことによりカスがダイ中部よりも大きく抜き落され、
中部に押し込まれることによりダイ内壁に対して側圧がかかり、
カスのダイ内部での保持力が高まりカス上がりを回避することができる。
デメリット:パンチとダイのクリアランスが大きくなることになり、バリが発生する。
赤い部分をだらす
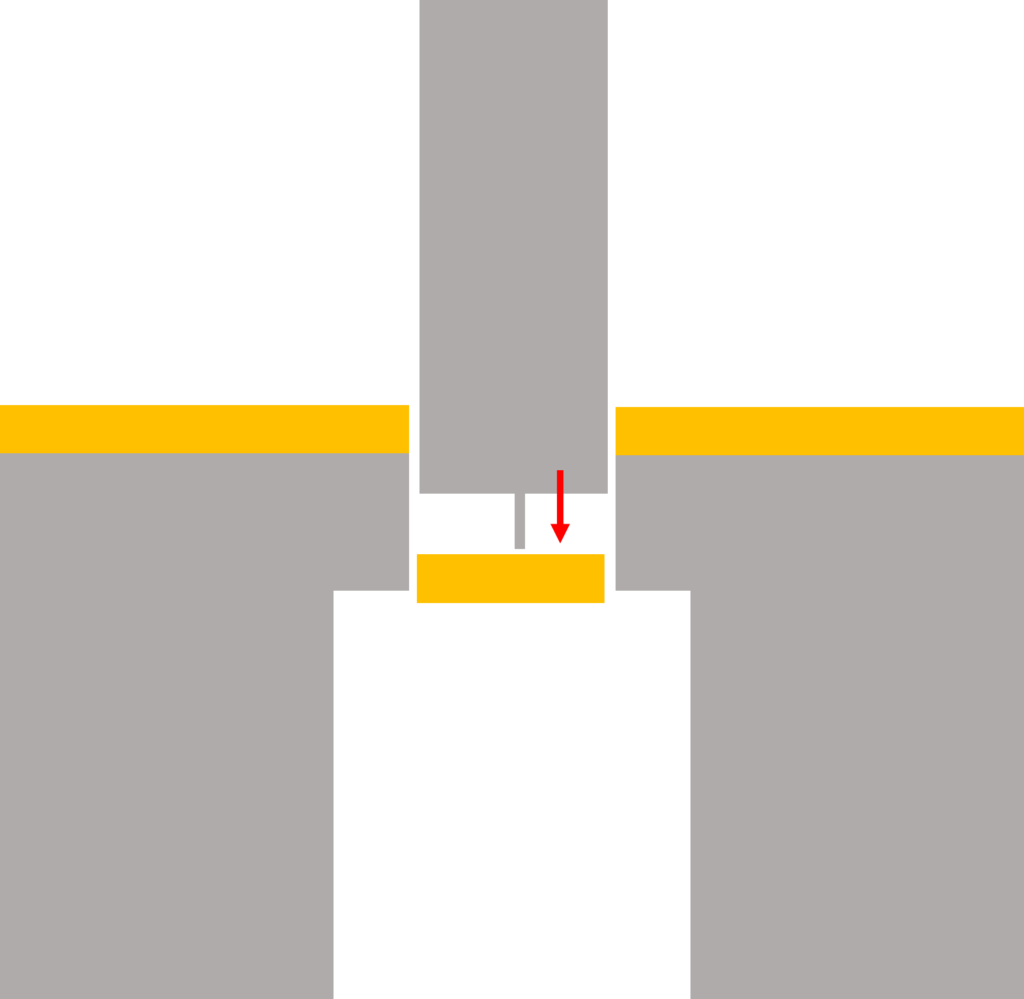
〈2〉キッカーピン・エアーでカスを落とす
物理的にカスを突き落とす、吹き落す方法。
キッカーピンを用いる場合、パンチがカスを抜き落す際に
細いピン(キッカーピン)がカスを下へ突き落とし、カス上がりを防ぐ。
エアーを用いる場合パンチ中央の細い穴から常時エアーが出ており、
パンチがカスを抜き落す際にカスを吹き落す。
デメリット:強い力が働くわけではないので
この方法だけではカス上がりが改善しない場合がある。
4.カス上がりを抑制して効率的な生産を
いかがでしたか?
南雲製作所では、上記の対策以外にも当社独自のカス上がり対策により
お客様の金型1つ1つにあったカス上がり対策をご提案いたします。
カス上がりが止まらなくて困っている…
そんなお悩みをお持ちの方はお気軽にお問合せください。



この記事を書いた人
営業部 山﨑
2001年 南雲製作所入社。8年間の設備設計を経て、その後営業として活動。15年以上の営業歴の中で様々な課題を抱えるお客様をご担当させていただく。2023年から南雲製作所公式サイト上で「技術コラム」やダウンロードコンテンツを発信している。
 金型用語集
金型用語集MOLD SHOP TECHNICAL CENTER.COM
金型屋テクニカルセンター.com
コラムコンテンツや実際の事例、お客様の声を掲載しています。